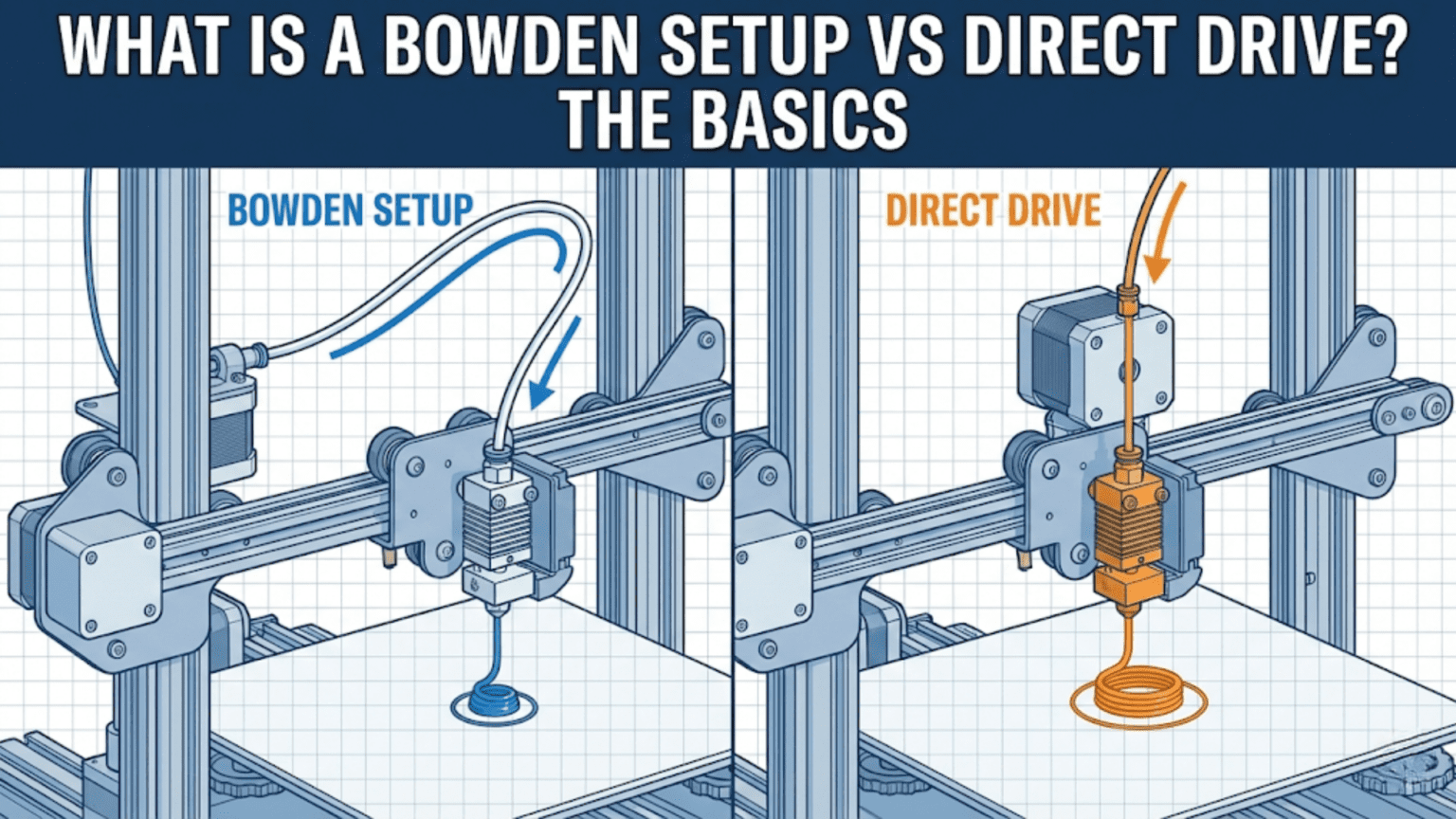
Bowden and direct drive represent the two fundamental approaches to extruder placement in 3D printers: Bowden systems mount the extruder motor on the printer’s stationary frame with filament pushed through a PTFE tube to the remote hotend, reducing moving mass for faster speeds but creating retraction challenges; while direct drive systems mount the extruder motor directly on the toolhead adjacent to the hotend, increasing moving mass but enabling superior retraction control, flexible filament compatibility, and more responsive extrusion. The choice affects print speed potential, retraction performance, material compatibility, weight distribution, and overall printing characteristics.
Introduction
One of the most fundamental design decisions in any 3D printer is how the extruder relates to the hotend. Should the motor that pushes filament mount directly on the moving toolhead, or should it sit stationary on the frame, pushing filament through a tube to reach the remote hotend? This choice—direct drive versus Bowden—affects nearly every aspect of printing performance.
Both approaches work. Thousands of successful printers use each configuration. Yet they create fundamentally different printing experiences with distinct advantages and limitations. Bowden setups enable impressive speeds by minimizing moving mass but struggle with flexible filaments and require careful retraction tuning. Direct drive systems print flexible materials effortlessly and offer superior retraction but carry the weight penalty that limits maximum acceleration.
Understanding these differences helps you evaluate printers, recognize why certain issues occur, and make informed decisions about modifications or upgrades. The “best” configuration doesn’t exist universally—it depends on what you print, how fast you want to print it, and what tradeoffs you’re willing to accept.
In this comprehensive guide, we’ll explore both Bowden and direct drive configurations, understanding how each works, their respective advantages and limitations, and when one might better suit your specific needs than the other.
What Is a Bowden Setup?
Understanding the remote extruder configuration:
Basic Configuration
Component Separation:
- Extruder motor mounts to printer frame
- Hotend mounts on moving toolhead/carriage
- PTFE (Teflon) tube connects them
- Motor pushes filament through tube to hotend
The Bowden Tube:
- PTFE tubing (typically 4mm OD, 2mm ID for 1.75mm filament)
- Low friction interior surface
- Guides filament from extruder to hotend
- Length varies by printer design (300-600mm typical)
Mounting Location:
- Extruder typically on frame near spool holder
- Keeps heavy motor stationary
- Short filament path from spool to extruder
- Long tube path to moving hotend
How Bowden Works
Filament Push System:
- Extruder motor drives gear gripping filament
- Filament pushed into PTFE tube
- Travels through tube to hotend
- Enters hotend, melts in heat zone
- Extrudes through nozzle
The Compression Challenge:
- Filament acts like spring in tube
- Pressure builds during extrusion
- Releases during retraction
- Creates lag between motor and actual extrusion
- Requires compensation in retraction settings
What Is Direct Drive?
Understanding the integrated extruder configuration:
Basic Configuration
Component Integration:
- Extruder motor mounts directly on toolhead
- Immediately adjacent to hotend
- Very short filament path (often <50mm)
- Entire assembly moves together
Mounting Design:
- Motor attached to carriage/toolhead
- Adds weight to moving mass
- Requires structural support
- May need motor bracket/mounting plate
Filament Path:
- Spool to moving extruder (requires management)
- Through extruder drive gear
- Short path into hotend
- Minimal compression or lag
How Direct Drive Works
Immediate Response System:
- Motor drives gear gripping filament
- Filament enters hotend immediately
- Short distance means instant response
- Retraction immediately pulls plastic back
- Minimal elastic compression
Mechanical Simplicity:
- No tube to route and secure
- Direct mechanical connection
- Less complexity in filament path
- Easier to diagnose feed issues
Bowden Advantages
Understanding why Bowden designs remain popular:
Reduced Moving Mass
Physics Advantage:
- Extruder motor typically 200-400g
- Removed from toolhead
- Lower moving mass enables higher acceleration
- Faster direction changes possible
Speed Potential:
- Can achieve very high print speeds
- 150-300+ mm/s practical
- Limited by other factors, not extruder weight
- Competitive speed printing uses Bowden
Acceleration Benefits:
- Higher acceleration without artifacts
- 3000-5000+ mm/s² possible
- Less frame stress from moving mass
- Reduces ringing/ghosting artifacts
Simpler Toolhead
Mechanical Simplicity:
- Smaller, lighter toolhead
- Less complex mounting
- Easier to design compact toolhead
- Fewer components in moving assembly
Easier Cable Management:
- Motor wires stationary (no cable chain needed)
- Only hotend cables move
- Reduced wiring complexity
- Fewer potential failure points
Longer Filament Path Benefits
Spool Flexibility:
- Extruder near spool holder convenient
- Shorter spool-to-extruder path
- Various spool mounting locations work
- Less stress on filament during unwinding
Bowden Disadvantages
Understanding the limitations:
Retraction Challenges
The Fundamental Problem:
- Long tube creates compression zone
- Filament acts as spring
- Retraction must pull back spring compression
- Requires longer retraction distances
Practical Implications:
- Retraction: 4-8mm typical (vs 0.5-2mm direct drive)
- Longer retractions slower
- More oozing during travel
- Stringing more problematic
- Tuning more critical and difficult
Flexible Filament Incompatibility
Compression Issue:
- Flexible filament compresses instead of pushing
- Bowden tube length makes this worse
- TPU and soft materials extremely difficult
- Often completely incompatible with soft TPE
Practical Limit:
- Shore 95A TPU: Possible with difficulty
- Shore 85A TPU: Very challenging
- Shore 60-70A TPU: Usually impossible
- Direct drive required for soft flexibles
Pressure Advance Limitations
Extrusion Lag:
- Compression creates delay between motor and extrusion
- Pressure advance compensates
- But compensation limited by tube elasticity
- Never as precise as direct drive
Corner Quality:
- Pressure build-up affects corners
- Bulging at start of lines
- Thin spots at ends
- Tuning challenging
Increased Maintenance
Tube Degradation:
- PTFE tubes wear and deform over time
- High temperatures accelerate degradation
- Must replace periodically
- Performance degrades gradually
Coupling Issues:
- Pneumatic fittings can loosen
- Creates gaps allowing filament escape
- Clogs more common with gaps
- Requires periodic inspection
Direct Drive Advantages
Understanding the benefits of mounted extruders:
Superior Retraction
Short Path Benefits:
- Minimal filament compression
- Retraction: 0.5-2mm typical
- Immediate response
- Less oozing and stringing
Print Quality:
- Cleaner travels
- Better fine detail
- Less stringing cleanup needed
- More forgiving tuning
Flexible Filament Capability
No Compression Path:
- Short distance means compression minimal
- Flexible filament pushes reliably
- TPU, TPE, and soft materials work well
- Wide material compatibility
Reliability:
- Prints flexible materials consistently
- No special modifications needed
- Standard settings work
- Enables material versatility
Responsive Extrusion
Instant Control:
- Motor directly controls extrusion
- Pressure advance very effective
- Better corner quality
- More precise control overall
Flow Control:
- Immediate start/stop
- Better thin wall quality
- Improved small feature definition
- More consistent extrusion
Simpler Troubleshooting
Direct Observation:
- Can see filament entering extruder
- Watch for slipping or grinding
- No hidden tube issues
- Diagnosis straightforward
Direct Drive Disadvantages
Understanding the tradeoffs:
Increased Moving Mass
Weight Penalty:
- Extruder motor adds 200-400g
- Plus mounting hardware
- Total toolhead weight significantly higher
- Affects acceleration and speed potential
Performance Impact:
- Lower maximum acceleration recommended
- 1000-3000 mm/s² typical (vs 3000-5000+ Bowden)
- Higher speeds create more ringing
- Frame rigidity more critical
More Complex Toolhead
Mechanical Challenges:
- Larger, heavier toolhead
- More complex mounting
- Space constraints
- Balance and stability important
Cable Management:
- Motor wiring must move with toolhead
- Cable chain or similar needed
- More wires to manage
- Higher risk of wire fatigue
Filament Path Complexity
Spool to Toolhead:
- Filament must reach moving extruder
- Cable chain or tube guidance needed
- Can add friction or resistance
- Requires proper management
Potential Issues:
- Tangled filament from movement
- Spool binding
- Added friction in filament path
- Requires attention to routing
Modern Lightweight Direct Drive
Recent developments address weight concerns:
Pancake Motors
Compact Design:
- Shorter NEMA 17 motors (20-25mm vs 40mm+)
- Reduced weight (150-200g vs 300-400g)
- Adequate torque for most applications
- Popular in modern direct drive designs
Performance:
- Sufficient torque for printing
- May struggle with high-speed or high-temperature materials
- Generally adequate for PLA, PETG, TPU
- Good balance of weight and capability
Geared Extruders
Dual-Gear BMG-Style:
- Uses gear reduction (typically 3:1)
- Smaller motor produces adequate force
- Enables pancake motor use
- Excellent grip on filament
Compact Designs:
- Orbiter, Sherpa Mini, LGX Lite examples
- Very lightweight (under 200g total)
- Performance approaching Bowden acceleration
- Best of both worlds in many respects
Optimized Mounting
Weight Distribution:
- Careful placement reduces effects
- Lower on toolhead better (center of mass)
- Compact integration
- Structural optimization
Bowden vs Direct Drive Comparison Table
| Factor | Bowden | Direct Drive | Winner |
|---|---|---|---|
| Maximum Speed | Very High (200-300+ mm/s) | High (100-200 mm/s) | Bowden |
| Acceleration | Very High (3000-5000+ mm/s²) | Moderate (1000-3000 mm/s²) | Bowden |
| Retraction Distance | Long (4-8mm) | Short (0.5-2mm) | Direct Drive |
| Stringing Control | Challenging | Excellent | Direct Drive |
| Flexible Filament | Difficult/Impossible | Excellent | Direct Drive |
| Corner Quality | Good (with tuning) | Excellent | Direct Drive |
| Moving Mass | Low (~300-500g toolhead) | High (~500-900g toolhead) | Bowden |
| Maintenance | Moderate (tube replacement) | Low | Direct Drive |
| Setup Complexity | Moderate (tube routing) | Moderate (cable management) | Tie |
| Material Versatility | Limited (rigid only) | Excellent (all types) | Direct Drive |
| Cost | Similar | Similar | Tie |
Which Setup Is Right for You?
Choosing based on your priorities:
Choose Bowden If:
Speed Priority:
- Want maximum print speeds
- Willing to sacrifice some quality for speed
- Racing prints or large simple objects
- Frame can handle high accelerations
Rigid Materials Only:
- Only print PLA, PETG, ABS
- No interest in flexible filaments
- Willing to tune retraction carefully
- Accept stringing tradeoffs
Specific Printer Designs:
- CoreXY and delta printers often Bowden
- Flying gantry designs (bed moves Z only)
- Competition speed printers
Choose Direct Drive If:
Quality Priority:
- Want best possible surface finish
- Minimal stringing important
- Print lots of complex details
- Willing to sacrifice some speed
Material Versatility:
- Want to print TPU and flexible materials
- Multi-material printing
- Experimental materials
- Need reliable extrusion across materials
Ease of Use:
- Want simpler tuning
- Less retraction fiddling
- More forgiving settings
- Easier troubleshooting
Moderate Speed Adequate:
- 100-150 mm/s sufficient
- Quality matters more than speed
- Practical printing over racing
Hybrid Approaches
Convertible Systems:
- Some printers support both
- Can switch based on needs
- Best flexibility
- Higher initial cost
Lightweight Direct Drive:
- Modern pancake motor designs
- Performance approaching Bowden
- Maintains direct drive benefits
- Increasingly popular
Converting Between Systems
Switching configurations:
Bowden to Direct Drive
Requirements:
- Direct drive extruder assembly
- Mounting bracket for toolhead
- Cable chain or wire management
- Reconfiguration of firmware
Considerations:
- Weight increase affects acceleration
- May need to reduce speeds/acceleration
- Wiring modifications necessary
- Calibration required
Benefits:
- Better retraction and quality
- Flexible filament capability
- Easier tuning
Direct Drive to Bowden
Requirements:
- Remote extruder mount
- PTFE tubing and fittings
- Frame mounting location
- Firmware updates
Less Common:
- Usually converting to direct drive, not from
- Primarily for specialized speed applications
- Or when reducing toolhead weight critical
Firmware Configuration Differences
Retraction Settings:
- Bowden: 4-8mm, 40-60mm/s
- Direct Drive: 0.5-2mm, 25-45mm/s
- Must reconfigure when converting
Pressure Advance:
- Bowden: Higher values (0.4-1.2)
- Direct Drive: Lower values (0.02-0.1)
- Different tuning approaches
Acceleration Limits:
- May adjust based on configuration
- Direct drive often lower limits
- Bowden can use higher accelerations
Conclusion
The Bowden versus direct drive decision represents a fundamental design choice affecting every aspect of 3D printing performance. Bowden configurations excel at speed, moving minimal mass to achieve impressive accelerations and print speeds, but struggle with retraction tuning and cannot handle flexible filaments. Direct drive systems sacrifice some speed potential for superior material compatibility, excellent retraction performance, and easier tuning.
Neither approach is universally superior. The “best” configuration depends entirely on your priorities. Speed-focused users printing rigid materials benefit from Bowden’s lightweight toolhead. Quality-focused users who value versatility and want to print flexible materials find direct drive’s advantages worth the weight penalty. Modern lightweight direct drive systems using pancake motors and geared extruders increasingly bridge the gap, offering much of Bowden’s speed capability while maintaining direct drive’s material versatility.
Understanding these tradeoffs empowers informed decisions when choosing printers, evaluating modifications, or troubleshooting issues. The extruder configuration isn’t just a technical detail—it fundamentally shapes what your printer does well, what it struggles with, and what printing style it best supports.
The next time you watch filament feeding into your extruder, whether pushed through a long Bowden tube or entering directly beside the hotend, appreciate how this seemingly simple design choice ripples through every aspect of your printing experience, from the materials you can use to the speeds you can achieve to the quality you can expect.